Few things are more frustrating than returning to a 3D print only to discover that the corners have lifted off the build plate. Warping is one of the most common problems in 3D printing, affecting beginners and experienced makers alike.
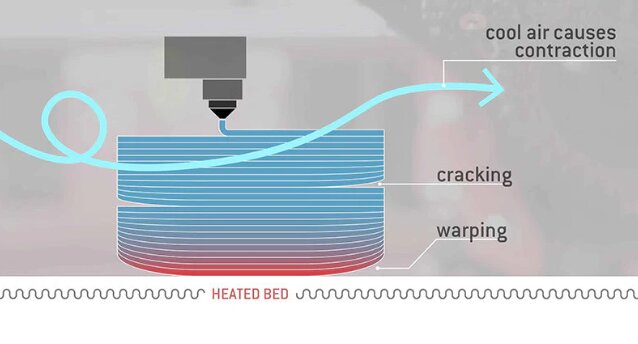
If you’re wondering, “Why are my prints warping?”, the short answer is that different parts of the print are cooling and shrinking at different rates. This uneven contraction creates internal stress that can pull sections of the print away from the build surface.
The good news is that warping is usually preventable. Once you understand what’s causing it, you can make a few adjustments and dramatically improve print success rates.
This guide explains everything you need to know about print warping, including its causes, fixes, and long-term prevention strategies.
What Is Warping in 3D Printing?
Warping occurs when sections of a 3D print lift, curl, or bend away from the build plate during printing.
The problem usually starts at the corners or edges of a model. As the print cools, the material contracts. If the contraction forces become stronger than the bed adhesion, parts of the model begin to separate from the build surface.
Common signs of warping include:
- Corners lifting from the build plate
- Curved or bent bottom layers
- Prints detaching during printing
- Uneven first layers
- Visible gaps between the print and bed
Warping is most common with materials such as ABS and nylon, but even PLA can warp under unfavorable conditions.
Why Are My Prints Warping?
Several factors can contribute to warping. In many cases, multiple issues are occurring simultaneously.
1. The Print Is Cooling Too Quickly
The most common cause of warping is uneven cooling.
When hot plastic is extruded, it begins shrinking as it cools. If some parts cool faster than others, internal stresses build up within the model. Eventually, these stresses pull the edges upward.
Rapid cooling is often caused by:
- Cold room temperatures
- Air conditioning vents
- Open windows
- Excessive cooling fan speeds
- Drafts near the printer
Large flat prints are especially vulnerable because they have more surface area experiencing thermal contraction.
2. Poor Bed Adhesion
If the first layer doesn’t bond strongly to the build plate, even small shrinkage forces can cause lifting.
Common bed adhesion problems include:
- Dirty build surfaces
- Incorrect nozzle height
- Uneven bed leveling
- Incorrect first-layer settings
- Worn build surfaces
When adhesion is weak, warping can start within the first few layers.
3. Bed Temperature Is Too Low
A heated bed helps keep the lower layers warm while upper layers are being printed.
If the bed temperature is too low, the bottom layers cool prematurely and begin shrinking before the print is complete.
Typical bed temperatures:
| Material | Recommended Bed Temperature |
|---|---|
| PLA | 50°C–65°C |
| PETG | 70°C–85°C |
| ABS | 90°C–110°C |
| ASA | 90°C–110°C |
| Nylon | 70°C–100°C |
Using the wrong bed temperature can significantly increase warping risk.
4. The First Layer Isn’t Dialed In
The first layer serves as the foundation for the entire print.
If the nozzle is too far from the bed, the filament won’t properly bond to the surface. If it’s too close, material may be squeezed unevenly and cause other issues.
A properly calibrated first layer should appear:
- Slightly flattened
- Consistent across the entire bed
- Smooth without gaps
- Firmly attached to the surface
Many warping issues can be traced back to first-layer calibration.
5. Large Flat Models Naturally Warp More
Certain designs are simply more prone to warping.
Examples include:
- Large boxes
- Enclosures
- Storage bins
- Flat panels
- Cosplay armor pieces
The larger the footprint, the greater the thermal stress generated during cooling.
Even with perfect printer settings, very large prints may require additional adhesion aids.
6. Printing Material Shrinkage
Different filaments shrink at different rates.
Materials with higher shrinkage rates are more likely to warp.
Low Warping Risk
- PLA
- PLA+
- Silk PLA
Moderate Warping Risk
- PETG
- TPU
High Warping Risk
- ABS
- ASA
- Nylon
- Polycarbonate
If you’re printing with ABS or nylon, additional temperature control is often necessary.
7. Drafts Around the Printer
Even a small draft can cause uneven cooling.
Many users don’t realize that room airflow can affect print quality.
Common sources include:
- Ceiling fans
- Air conditioning vents
- Open doors
- Open windows
- Portable fans
A sudden blast of cool air can cool one side of the print faster than the other, leading to lifting and deformation.
How to Fix Warping During Printing
If you notice corners starting to lift, several actions can improve the situation.
Increase Bed Temperature
Raising the bed temperature by 5°C to 10°C often improves adhesion and reduces shrinkage stress.
Always stay within the filament manufacturer’s recommended range.
Slow Down Cooling Fans
Excessive cooling can cause layers to contract too quickly.
For materials like ABS and ASA, cooling fans are often disabled entirely.
For PLA, reducing fan speed slightly may help on larger prints.
Add a Brim
A brim adds extra material around the base of the model.
Benefits include:
- Increased bed contact area
- Better adhesion
- Reduced corner lifting
- Easier large-print success
Brims are one of the simplest and most effective anti-warping solutions.
Use a Raft
A raft creates a sacrificial base underneath the print.
Although it uses more filament, a raft can improve success rates for difficult materials and challenging models.
Clean the Build Plate
Finger oils and dust can dramatically reduce adhesion.
Good cleaning methods include:
- Isopropyl alcohol
- Warm water and dish soap
- Manufacturer-approved cleaners
Avoid touching the print area after cleaning.
How to Prevent Warping Permanently
The best solution is preventing warping before it starts.
Use an Enclosure
An enclosure maintains a stable printing environment.
Benefits include:
- Consistent temperatures
- Reduced drafts
- Better layer bonding
- Less thermal shock
Enclosures are especially useful for:
- ABS
- ASA
- Nylon
- Polycarbonate
Many users find that adding an enclosure virtually eliminates recurring warping issues.
Improve Bed Leveling
Regular bed leveling ensures consistent first-layer adhesion across the entire build surface.
Automatic bed leveling systems help, but periodic calibration is still important.
Use Adhesion Aids
Depending on your build surface, adhesion aids can help.
Popular options include:
- Glue stick
- Magigoo
- Hairspray
- PEI sheets
- Build plate adhesives
The right solution depends on the filament being used.
Optimize First-Layer Settings
Consider adjusting:
- First-layer speed
- First-layer height
- Initial line width
- Initial layer temperature
Slower first layers generally produce stronger adhesion.
Keep Filament Dry
Moisture can negatively affect print quality and layer consistency.
Store filament in:
- Airtight containers
- Dry boxes
- Vacuum-sealed bags
- Containers with desiccant packs
Dry filament often produces more predictable results.
Which Filaments Warp the Most?
If you’re frequently battling warping, the filament choice may be contributing.
| Filament Type | Warping Tendency |
|---|---|
| PLA | Very Low |
| PLA+ | Very Low |
| PETG | Low |
| TPU | Low |
| ABS | High |
| ASA | High |
| Nylon | High |
| Polycarbonate | Very High |
Beginners generally experience fewer warping issues when starting with PLA.
Frequently Asked Questions
Can PLA Warp?
Yes. Although PLA is one of the least warp-prone materials, poor adhesion, drafts, and incorrect temperatures can still cause lifting.
Does Increasing Bed Temperature Stop Warping?
Often, yes. A properly heated bed helps maintain consistent temperatures and reduces shrinkage stress.
Why Do Only the Corners of My Print Warp?
Corners are usually the first areas where contraction forces exceed bed adhesion. They are naturally the weakest points during thermal shrinkage.
Is Warping More Common on Larger Prints?
Yes. Larger prints generate more internal stress as they cool, making warping significantly more likely.
Should I Use a Brim or a Raft?
A brim is usually the first solution to try because it uses less material and is easier to remove. Rafts are helpful for especially difficult materials or large prints.
Final Thoughts
When people ask, “Why are my prints warping?”, the answer almost always comes down to temperature management and bed adhesion.
Warping occurs because plastic shrinks as it cools. If cooling is uneven or adhesion isn’t strong enough, the print begins lifting away from the build plate.
In most cases, improving first-layer calibration, increasing bed adhesion, reducing drafts, and maintaining consistent temperatures will solve the problem. For challenging materials like ABS and nylon, an enclosure can make an even bigger difference.
By understanding the causes of warping and applying the fixes outlined above, you’ll achieve flatter prints, higher success rates, and far fewer failed projects.